
ВВКЗ, г. Ржев 2010-2011гг.
Модернизация двухконтурной печи и вывод завода на 100% проектной мощности
Коротко о проекте
Завод с самой крупной двухконтурной печью в России. Фактическая работа — на грани остановки. Мы выполнили комплексную диагностику, перестроили теплотехнику, аэродинамику и логику управления, синхронизировали оба контура печи и вывели производство на стабильную автоматическую работу.
Результат: завод вышел на проектную мощность с минимальным браком

Исходная ситуация
Печь обжига
- Производительность — ≈60% от проектной
- Брак до 40%
- Два независимых контура печи: разные тепловые режимы, разные аэродинамические потоки, разбаланс левой и правой стороны
- Температура подвагонеточного канала 250–320 °C
- Невозможность удерживать стабильную кривую обжига
- Управление процессом — реактивное, а не управляемое
Сушильное отделение
- Низкая фактическая производительность
- Брак сушки 3–5%
- Большое количество оборудования без эффекта
- Отсутствие визуального контроля температурно-влажностных режимов
- Невозможность точно настроить сушку под фактическую шихту


Диагностика и анализ
Мы провели комплексное обследование всей технологической цепочки, а не «точечную наладку».
Выполнено:
- Теплотехническое обследование печи
- Анализ сырья и шихтового состава
- Анализ фактической работы сушил
- Проверка АСУ ТП и логики управления
- Анализ аэродинамики по зонам печи
- Оценка металлоконструкций и состояния вагонеток
Ключевой вывод: Печь и сушила работали каждая сама по себе, без единой логики и без привязки к реальному поведению массы.

Решения и внедрение
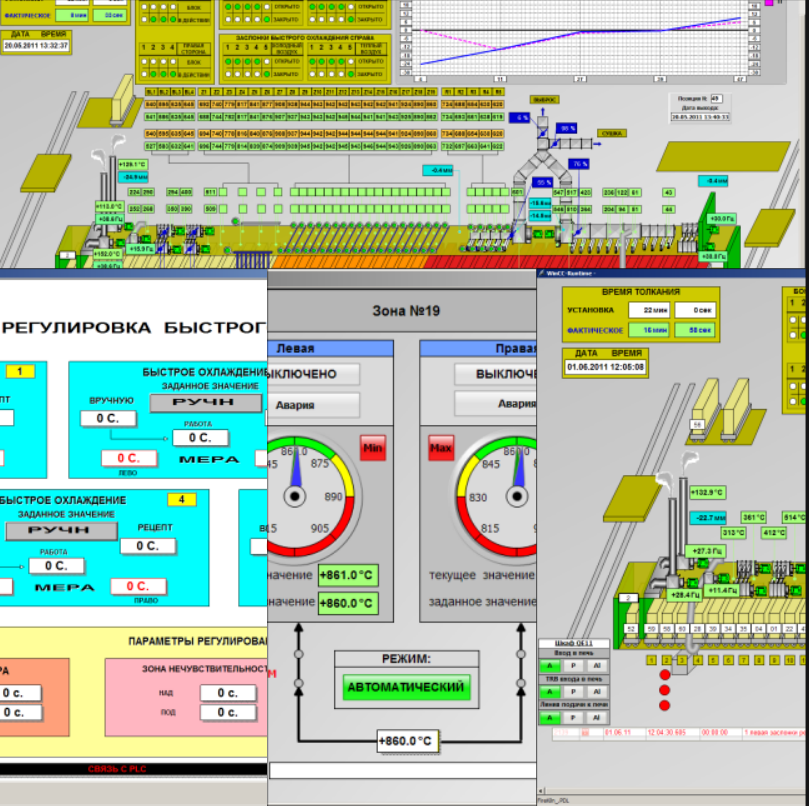
Печь обжига
- Построена новая температурная кривая
- Выполнен аэродинамический расчёт по точке «0»
- Перестроены зоны подготовки, обжига и охлаждения
- Установлены недостающие исполнительные механизмы
- Добавлены горелочные блоки в зоне подготовки
- Оптимизирована скорость толканий вагонеток
- Приведены в порядок металлоконструкции вагонеток
- Полностью переработана логика управления в АСУ ТП
- Реализована синхронизация двух контуров печи
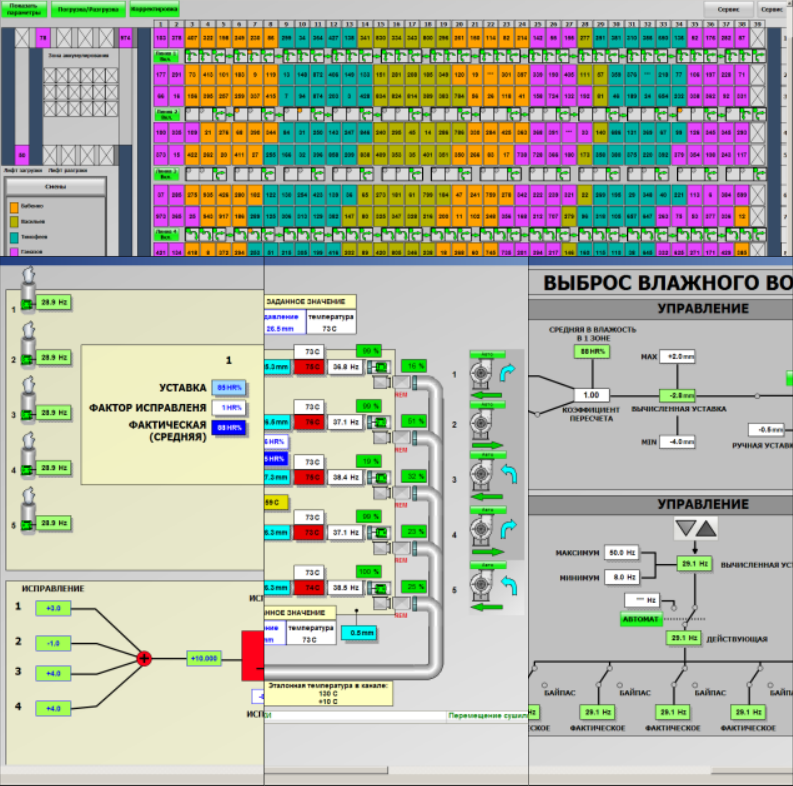
Сушильное отделение
- Подобран оптимальный шихтовой состав под сушку
- Построена влажностно-температурная кривая
- Установлены дополнительные датчики контроля
- Выполнена балансировка режимов по зонам сушила
- Выведена визуализация кривых на монитор оператора
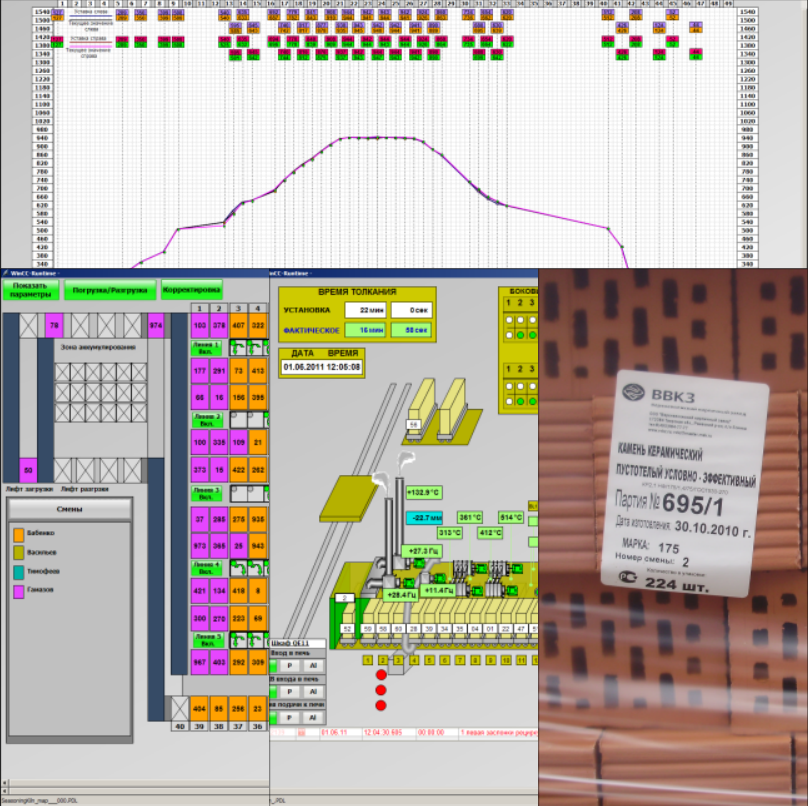
Итоговый результат
Печь
- Синхронизированы оба контура по всем параметрам
- Устранена неравномерность обжига
- Брак снижен с 40% до 0,25–0,45%
- Достигнута 100% проектная производительность
- Снижен удельный расход газа
- Печь работает в стабильном автоматическом режиме
Сушила
- Снижен брак сушки с 3–5% до 0,4–0,6%
- Повышена фактическая производительность
- Процесс стал управляемым и предсказуемым

Что получил заказчик
- Управляемое производство вместо постоянного «тушения пожаров»
- Снижение прямых потерь от брака
- Прогнозируемую экономику выпуска
- Реальную отдачу от оборудования
- Технологическую стабильность, а не зависимость от смены
Почему этот кейс ключевой
Этот проект показывает, что мы умеем работать с самыми сложными печами, берёмся за объекты «на грани», не меняем оборудование «вслепую», а управляем физикой процесса.
Перейти в базу знаний